Maker & Frontier Metal
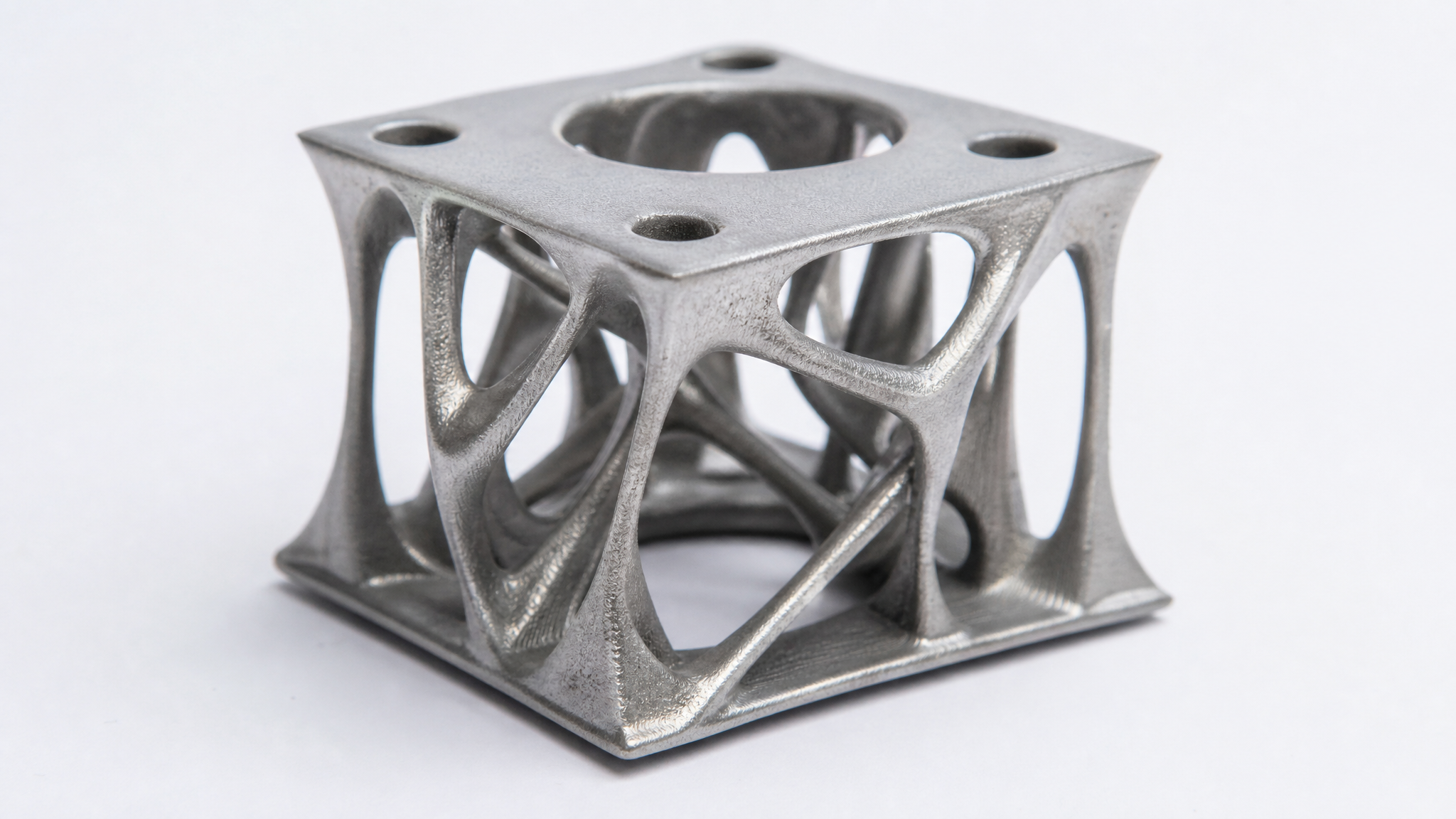
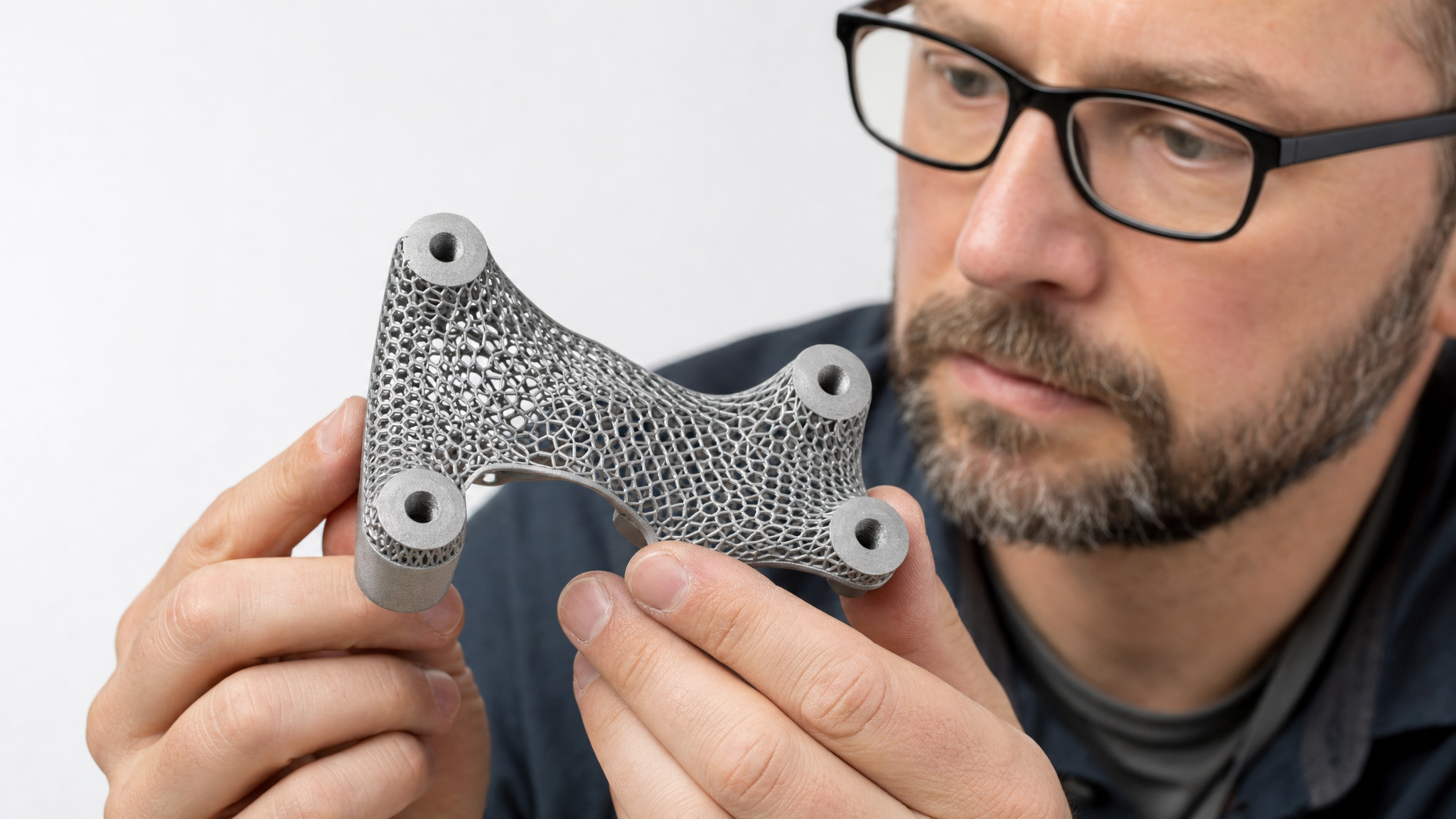
Home-Lab Metal and the Frontier of Printed Metal
Affordable metal printers, bound-metal filament, and open-source sintering put metal AM on the maker bench, where cutting-edge builders push toward brand-new applications.
Explore Maker Metal AM →